ÓļÄßM")
ĢÛÕŠŌŠĢÝąūÎÄáĶëHÉúŪa(chĻĢn)ÖÐÖĮÄÜŨËÍÆũyÁŋĘŌÉwãžÓđĪß^ģĖÖÐīæÔÚĩÄî}ĢŽßMÐÐÁË·ÖÎöĄĒÕŨCĢŽÍęģÉÁËãAūßĩÄÔO(shĻĻ)ÓļÄßMĢŽīó·ųķČĖáļßÁËÁãžþãžÓđĪĩÄŌŧīΚÏļņÂĘĄĢ
1.ŌýŅÔ
ŌÔĮ°ÖĮÄÜēîšŨËÍÆũĩÄyÁŋĘŌÉwĩÄžÓđĪđĪË·―ÃæēŧāÓÐÐÂî}ĢŽÆäÖÐÔÚØķČyÔß^ģĖÖÐŌōyÁŋĘŌÉwĩÄžÓđĪŲ|(zhĻŽ)Áŋî}ŌýÆðĩÄÐđÂĐĘĮÝ^īóĩÄî}ĄĢąūÎÄūÍyÁŋĘŌÉwžÓđĪß^ģĖÖÐUÆ·ÂĘļßĩÄî}Õđé_·ÖÎöĄĢÔÚ·ÖÎöî}šóÍĻß^ĶyÁŋĘŌÉwãžÓđĪAūßĩÄÕûļÄĢŽ#―KÓÐЧĩØĖáļßÁËyÁŋĘŌÉwžÓđĪšÏļņÂĘĢŽŠ(yĻĐng)ÓÃÓÚÛ`ĢŽĘÕĩ―ÁžšÃЧđûĄĢ
2.ãAūßÔO(shĻĻ)ÓļÄßMĩÄąØŌŠÐÔ
ÔÚÖĮÄÜŨËÍÆũÖÐĢŽēîšÐÍÓXĶšÁĶŨËÍÆũĄĒēîššÍÁũÁŋŨËÍÆũĄĒŌšÎŧŨËÍÆũķžĘđÓÃĩ―ÁËyÁŋĘŌÉwĄĢÔÚyÁŋšÁĶryÁŋĘŌÉwÅczyēŋžþ(gĻ°u)ģÉÁËŌŧÃÜé]ŋÕégĢŽąĢŨCÁËšÁĶĩÄÕýģĢũßfĄĢyÁŋĘŌÉwĩÄšÏļņÅc·ņÖą―Ó§(dĻĢo)ÖÂŅbÅärŪa(chĻĢn)ÉúégÏķĢŽŌýÆðyÁŋšÁĶĩÄÐđÂĐĢŽÄķøo·ĻßMÐÐØķČŅayÔĢŽŌōīËĖáļßyÁŋĘŌÉwšÏļņÂĘÝÔÚąØÐÐĄĢ
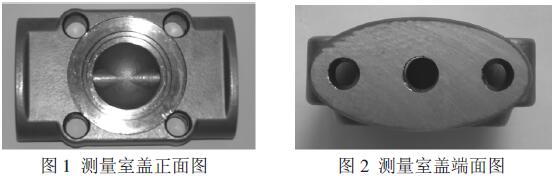
3.yÁŋĘŌÉwžÓđĪß^ģĖÖÐīæÔÚĩÄî}
ÓÉÓÚyÁŋĘŌÉwÔÚŅbÅäß^ģĖÖÐÉķËÃæēŧÆ―ÐÐĢŽžÓÖŪÓÃÂÝËĻĒÉyÁŋĘŌÉwAūođĖķĻÔÚzyēŋžþĩÄÉķËšóģöŽF(xiĻĪn)ĀÛÓÕ`ēîĢŽĘđyÁŋĘŌÉwĄĒÃÜ·âČĶšÍzyēŋžþČýÕßÖŪégēŧÄÜÁžšÃ―ÓÓ|ĢŽ°l(fĻĄ)ÉúyÁŋšÁĶÐđÂĐĄĢÁíÍâÔÚÕûŅbÅäß^ģĖÖÐĘž―KŌŠąĢģÖyÁŋĘŌÉwÉČ(cĻĻ)ÃæÅcĪówģÉ90°―ĮĢŽËųŌÔÕfyÁŋĘŌÉwÔÚŅbÅäß^ģĖÖÐßÆðĩ―ŌŧĩÄŧųĘĩÄŨũÓÃĄĢČįđûß@ŧųĘēŧūŦqueĢŽĒÖą―ÓÓ°íĩ―šóÃæĩÄŌŧÏĩÁÐđĪÐōĢŽ―oÉúŪa(chĻĢn)§íÖTķāēŧąãĄĢ
4.·ÖÎöî}
ÔÚCÐĩžÓđĪß^ģĖÖÐŌŠąĢŨCžÓđĪŲ|(zhĻŽ)ÁŋšÍūŦqueķČĢŽshouŌŠî}ūÍĘĮÃŋĖŨđĪŅbAūßŌŠ―y(tĻŊng)ŌŧķĻÎŧŧųĘĢŽÔÚŧųĘŌŧÖÂĩÄĮ°ĖáÏÂģöŽF(xiĻĪn)ĩÄÕ`ēîēÅŋÉÄÜ#ÐĄĢŽß@ÓēÅŋÉÄÜ#īóģĖķČĩØąĢŨCÁãžþĩÄžÓđĪšÏļņÂĘĄĢ
žÓđĪyÁŋĘŌÉwrshouÏČÓÉÜđĪÜÆäČ(nĻĻi)AĢŽšóÞD(zhuĻĢn)ãđĪđĪÐōžÓđĪÉķËÃæĢŽ#šóÓÉĩ(shĻī)ŋØžÓđĪÍęģÉđĨ―zĄĢÓÉÓÚÔÚÜđĪđĪÐōÖÐĘĮÓÉËÄŨĶĒyÁŋĘŌÉwĩÄ4 ķË―ĮAūoĢŽŌÔÃæéŧųĘđĖķĻĩÄĢŽËųŌÔyÁŋĘŌÉwĩØŌÂĖŨãAūßĘĮÓÉÃæķĻÎŧĩÄĄĢ
―Y(jiĻĶ)ĘøÕZ
ÔÚÔO(shĻĻ)ÓĄĒļÄßMyÁŋĘŌÉwãžÓđĪAūßĩÄÕûß^ģĖÖÐĢŽî}ĩÄŪa(chĻĢn)ÉúĘž―KúĀ@ÖøžÓđĪŧųĘß@ŌŧücĢŽČįđûÔÚÕûyÁŋĘŌÉwžÓđĪß^ģĖÖÐ―y(tĻŊng)ŌŧķĻÎŧ·―·ĻĢŽÄĮÃīūÍŋÉŌÔĘđđĪžþžÓđĪšÏļņÂĘß_ĩ―#ļߥĢÁíÍâĢŽđĪžþÔÚžÓđĪß^ģĖÖÐŪa(chĻĢn)ÉúÕ`ēîĩÄÔŌōÓКÜķāĢŽģýÁË(yĻu)ŧŊAūßíĖáļßšÏļņÂĘÍâĢŽĒAūß―(jĻĐng)ß^áĖĀíŌÔĖáļßÆäķČšÍķČĄĒĀĘØēŲŨũŌ(guĻĐ)ģĖĄĒķĻÆÚĶÔO(shĻĻ)äšÍAūßßMÐÐĮåĀíšÍūSŨoĢŽķžēŧʧéĖáļßÁãžþžÓđĪšÏļņÂĘĩĚ÷―·ĻĄĢÉúŪa(chĻĢn)Û`ąíÃũĢŽÔO(shĻĻ)ÓĄĒļÄßMyÁŋĘŌÉwãžÓđĪAūßÄÜōMŨãyÁŋĘŌÉwĩÄžÓđĪŌŠĮóĢŽĖáļßÁËÁãžþžÓđĪĩÄŌŧīΚÏļņÂĘĢŽąĢŨCÁËÁãžþžÓđĪĩÄíĀûßMÐÐĄĢīËÔO(shĻĻ)Ó˞·ĶÆäËüđĪŅbAūßĩÄÔO(shĻĻ)ÓūßÓÐ―ččbŨũÓÃĄĢ










 ęP(guĻĄn)ŨĒÎŌ ŽF(xiĻĪn)đēÚA
ęP(guĻĄn)ŨĒÎŌ ŽF(xiĻĪn)đēÚA